最近の仕事(New Work)
最近,熱硬化性樹脂で特殊な製品の生産依頼が多くなっております.
どのくらい特殊かというと,60年間生産に携わってきた人間(代表)が成形方法に悩むほどです.ここで特殊という言葉が何を示しているのか分からなくなりそうなので,明記します.生産業者の私たちは材料,形,成形法,用途のうちいずれか一つでも特殊であれば,特殊な製品と考えております.中でも成形方法が特殊というのが曲者です.我々生産業者しか分からないことです.製品の開発段階で,用途から材料,形を決定・設計し,金型を製作し,いざ生産となると出来ない・・・そんな金型です.ほぼ間違いなく,材料特性と形のミスマッチングなんですが,こういった場合,材料も形も用途に関係しているので変えることは不可能です.そこから先は生産業者が請け負って生産までこぎつけます.特殊な生産方法を用いて.
こんなことが昔はメーカーと生産業者の間でやりとりされていたそうです.今では金型を設計する段階である程度生産方法を検討しているので,そう特殊な生産方法を用いることはありません.しかし,それでもごく稀にそういった金型が存在します.これはもう設計段階での検討がどうのこうのではありません.現実問題として,生産方法でうまくいかなそうだから材料を変える,又は形を変えるという選択範囲は,全て解決するには狭いのです.あとのつじつま合わせを生産業者が合わせる.腕の見せ所です.・・・これでつじつまの合わない金型・製品はお蔵入りです.(失敗作)
引き受けたものの内,我が社の技術紹介に一役買いそうなものを掲載します.
最後に,こういった特殊生産は通常の単価では生産しておりません.
はっきり言って高いということです.単価では無く,日にちで見積もることも可能です.
※必要設備や,試作品の生産数,後加工等によって金額は変わります.
仕事は柔軟・正確に,60年培った技術をお見せします.
お問い合わせは下記のメール,tel,faxまで.
医療器具の握り手
この製品は製品に要求されるデザイン上,金型が特殊なものになってしまったという例です.
製品は以下のようなものです.
このように長い円筒形です.材料はメラミンを用いています.
普通,このように長い製品は長手方向を割り型にします.ところが,この製品の金型は製品の両端に蓋をするような金型です.
そんな型になった理由は,製品表面を滑らかにしたいからだそうです.
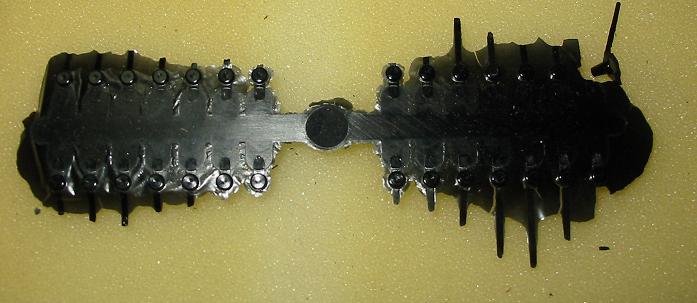
金型はトランスファー式です.製品の中を中空にするために,金型天板に長い棒がついています.材料袋に入れた粉末材料をその天板についた長い棒で押し込むように成形します.11cmも!・・・熱硬化性樹脂は熱によって硬化する材料ですので,金型に入れた瞬間から徐々に硬化しはじめ,流れは悪くなります.その結果,材料を押し込みきれない,また,こういった製品の場合真ん中辺りで亀裂のはいった不良品を作りがちです.それに,形状のせいでガス抜けも悪く,成形しにくい金型です.
自動成形機の調節範囲では実現できない動きを成形機にさせることで成形ができました.
ポイント
予熱の熱と,押し込みスピードです.これを最適なスピードに調節すれば無理なく成形できます.
マイクロスイッチの絶縁体(遮断ピース)
絶縁体に要求される特性は単純に電気を通さないこと.最近では熱可塑性樹脂でも絶縁体に用いられる材料は多くなりましたが,フェノール樹脂(熱硬化性樹脂)以上の絶縁性はないのではないでしょうか?また,発火したときの耐熱性は熱可塑性よりも上でしょう.そんな昔ながらの性能を求めてこんな小さな部品を作って欲しいという方(メーカー)がいるそうです.
直径2mm,高さ3mmのキャップのような部品.材料はフェノールです.
私の腕のせいか,デジカメが古いせいか接写がぼけてしまいました.とにかく小さいですね.射出成形機なら簡単な事かもしれませんが,熱硬化性樹脂でこのレベルは珍しいのではないでしょうか?金型はトランスファーで,3枚目の写真のようにランナーから先に製品を成形します.一度に28個の製品を成形します.
こういった小さな製品の場合,ガス抜きは比較的簡単ですが,熱のコントロールに神経を尖らせます.温度が高ければ一瞬にして硬化してしまい,製品の部分にまで材料が流れません.かといって,熱を低く設定すると,つやがなく,ガスも製品に残ってしまいます.フェノール樹脂の場合,ガスが内部に残ると絶縁性が極端に悪くなるという性質があります.
ちょうどよい温度を決めます.言葉にすると一言ですが,簡単ではありません.熱硬化性樹脂成形においてうまく成形できる温度とは,一連の動作(材料投入・予熱・低圧成形・ガス抜き・高圧成形・製品取り出し)を行ううち,保てる金型温度です.そして,このような小さな製品の場合,金型も小さく,金型温度を一定に保つのは容易ではありません.
熱硬化性樹脂の成形は成形機械のオペレートだけしていてはできません.
ポイント
金型温度を一定に保つことです.そのためには一連の動作を正確に.
納品後,製品の直径が10μm大きいということが検査で判明したので,今後,金型から見直すことになりそうです.
Click!!
ここまで小さい製品だと数取りに膨大な手間がかかります.
現在は生産時のショット数から計算して対応しております.
しかし,正確に数えた方が,後々のトラブルを防げます.
そこで,
こちらtel:028-768-0784
fax:028-768-0073
試作金型の製品のテスト生産
※クリックすると詳細が見れます.
両方の製品に言えることですが,成形法を考えるときには材料の流れを考えることです.
こういった事例でお困りの方が最近多いようです.
お預かりした金型の中には全く歯が立たないものもございました.良い勉強をさせていただいたと思っております.
こちらは業務としては珍しい金型の評価・実験の業務です.
中小企業では請け負いにくい実験業務でも,我が社は請け負わせていただきます.